圓柱齒輪因其結(jié)構(gòu)緊湊、承載能力強、傳動比穩(wěn)定,在高速重載場合廣泛使用。為了提高傳動精度,延長使用壽命,倒棱是常用工藝手段,經(jīng)過倒棱的圓柱齒輪可以避免因磕碰產(chǎn)生毛刺,同時可減小齒輪噪聲。目前采用的工藝類型主要有磨棱法和擠棱法。磨棱法采用磨削方式進行倒棱,存在加工效率低、磨棱形狀難以控制等問題; 擠棱法采用擠棱刀與待加工齒輪做無側(cè)隙嚙合運動,對齒輪整個齒廓進行完整均勻地倒棱,但倒棱過程中會產(chǎn)生大量飛邊,刀具設(shè)計也較為復(fù)雜。
隨著對加工齒輪性能要求的日益提高,倒棱原理研究和倒棱刀具開發(fā)顯得愈發(fā)重要。為此, 國內(nèi)外學(xué)者進行了大量的研究。韓偉娜等基于半滾切法加工原理對螺旋錐齒輪副大輪齒頂線進行倒角加工研究,通過銑刀盤按照擺線進行間歇分度,從而對錐齒輪副大輪外錐面的內(nèi)外齒頂線依次進行倒棱加工。李佳等提出一種旋分倒棱加工方法,并驗證了對螺旋錐齒輪齒頂?shù)估饧庸さ目尚行浴1宀┑忍岢龌阱F形刀具的螺旋錐齒輪倒棱加工方法提高了倒棱精度。WANG 等設(shè)計了錐形砂輪的倒棱結(jié)構(gòu),研究了砂輪結(jié)構(gòu)尺寸和安裝位置對錐面砂頭結(jié)構(gòu)的影響。HU 等介紹了一種雙刃倒棱的機器人齒輪倒棱新方法,通過設(shè)計齒輪倒棱軌跡,同時對兩個相鄰輪齒的兩側(cè)進行倒棱。
目前螺旋錐齒輪的倒棱是研究熱點,普遍采用盤形刀具間接分度逐一切削倒角進行倒棱加工,以螺旋錐齒輪為研究對象的倒棱刀具不適用于圓柱齒輪的倒棱加工。國外已有公司將倒棱刀具與滾刀設(shè)計在同一主軸上,實現(xiàn)了滾齒工藝與倒棱工藝的復(fù)合,省去了專用倒棱機設(shè)備投入,但目前該技術(shù)對國內(nèi)實行技術(shù)封鎖,國內(nèi)用戶可定制專用倒棱刀具,但價格昂貴且定制周期長。為解決圓柱齒輪的高效齒廓倒棱需求,本文提出了滾切倒棱刀具前刀面廓形計算方法,為形成齒輪高效的“粗滾-倒棱-精滾”復(fù)合加工工藝提供理論基礎(chǔ)。
一、滾切倒棱運動
倒棱參數(shù)及運動分析:區(qū)別于傳統(tǒng)齒廓倒棱的磨棱法和擠棱法,本文研究刀具連續(xù)切削倒棱新方法。結(jié)合圓柱齒輪滾齒加工運動(圖 1)及端面齒廓倒棱需求,將刀具設(shè)計為單片多頭的滾切倒棱刀具,刀具的齒數(shù)為滾刀的頭數(shù)。刀具(隨 B 軸轉(zhuǎn)動)與齒輪(隨 C 軸轉(zhuǎn)動)通過連續(xù)滾切運動進行倒棱,利用刀具的前刀面刃形完成對齒輪端面廓形的倒棱。區(qū)別于齒面的滾齒展成包絡(luò)原理,倒棱刀具廓形與齒 輪倒棱目標(biāo)廓形在每一個瞬時均為點接觸,兩個廓形不再是共軛齒廓,隨著刀具與齒輪的連續(xù)滾切運動,左右齒廓的接觸點非對稱布置。
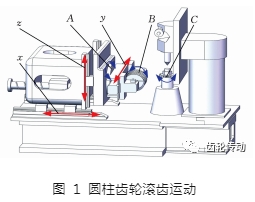
為避免刮傷齒面,利用圖 1 中的 x 、y 、z 軸調(diào)整刀具的安裝位置,利用 A 軸調(diào)整刀具的安裝姿態(tài)。加工時刀具連續(xù)轉(zhuǎn)動,齒輪連續(xù)分度,具有加工過程連續(xù)、精度高和效率高等優(yōu)點。
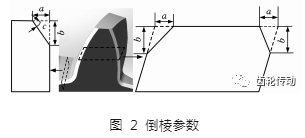
對倒棱效果的評價主要通過倒棱參數(shù)(倒棱厚度 a 、倒棱寬度b 、倒棱角度 c )來衡量(圖 2),倒棱參數(shù)與齒輪的參數(shù)及刀具的安裝參數(shù)密切相關(guān)。對于圓柱直齒輪,全齒廓倒棱角度一致,而圓柱斜齒輪則不同,因此,只在齒根圓處測量倒棱角度。在倒棱后的齒輪左右端面齒廓上對稱選取一系列位置點作為倒棱效果評價點,通過對比倒棱效果評價點的倒棱參數(shù)大小,研究左右齒廓倒棱效果評價點的對稱性及全齒廓倒棱效果評價點的一致性,分析滾切倒棱的效果。
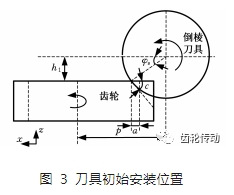
刀具安裝位姿:齒廓倒棱不同于齒面加工,為避免在倒棱過程中刮傷齒面,需調(diào)整刀具的安裝位置及安裝姿態(tài)。刀具的初始安裝位置參數(shù)包括中心高度 h1、中心距 p 和初始傾角φs(圖 3),其中,中心高度 h1 為刀具幾何中心在 z 軸方向上與齒輪上端面的高度差,初始傾角φs 與倒棱角度 c 互為余角,而在 x 軸方向上的中心距 p 與倒棱厚度 a 、倒棱角度 c (初始傾角φs)及中心高度 h1 有關(guān),即
式中,hf 為齒輪齒根圓直徑。
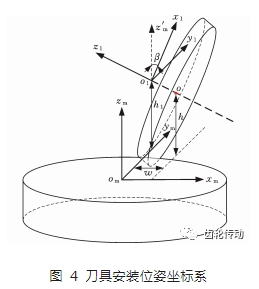
根據(jù)刀具與圓柱齒輪的空間幾何關(guān)系建立刀具安裝位姿的坐標(biāo)系(圖 4),其中,刀具安裝位姿包括安裝姿態(tài)(安裝角度β)和安裝位置(安裝高度 h 、中心距 p 、偏心距 w )。建立參考坐標(biāo)系 omxmymzm 和 o1x1y1z1 ,均為靜坐標(biāo)系。其中, zm 軸與齒輪軸線重合,原點在齒輪上端面圓心; z1 軸與刀具軸線重合,原點在坐標(biāo)系 omxmymzm的omymzm 平面上;o 為刀具幾何中心。
根據(jù)倒棱參數(shù)與建立的安裝位姿坐標(biāo)系,計算刀具安裝位姿參數(shù)。以刀具螺旋升角確定刀具的安裝角,刀具的螺旋升角與刀具參數(shù)相關(guān),即
其中,βL 為刀具螺旋升角;mn 為圓柱齒輪法面模數(shù);zt 為滾切倒棱刀具齒數(shù);dt 為刀具節(jié)圓直徑。刀具安裝角β為
其中,βg 為齒輪螺旋角。安裝角β與刀具及被加工齒輪的螺旋線方向及螺旋角有關(guān),當(dāng)?shù)估獾杜c齒輪的螺旋線方向相同時,式(3)中取“-”號,相反時取“+”號。倒棱過程中,刀具前刀面與齒輪上端面初次無縫隙接觸時的高度為刀具安裝高度 h (即刀具幾何中心 o 點與齒輪靜坐標(biāo)系 om xm ym 面的距離),即
刀具的偏心距w 為刀具幾何中心o 點與齒輪靜坐標(biāo)系 om ym zm 面的距離,即
二、刀具前刀面廓形計算方法
滾切倒棱刀具的廓形與被加工齒輪端面廓形不再是共軛齒廓,因此,不能采用基于齒輪嚙合原理的解析法求解刀具廓形。
端面齒廓:根據(jù)圓柱齒輪齒廓倒棱需求,完整倒棱齒廓包含 2 個部分:漸開線及齒根圓弧(圖 5所示,以左齒廓為例)。
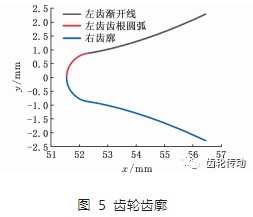
(1)圓柱齒輪的左齒廓漸開線 rL:
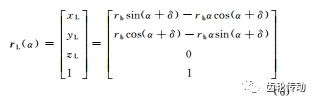
式中,α 為展成角;rb 為基圓半徑;δ 為初始偏轉(zhuǎn)角。
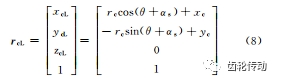
(2)對于齒根圓弧,選定圓弧半徑 rc,根據(jù)起始展角 as,確定圓心在漸開線起始點處,則左廓圓弧圓心坐標(biāo)(xc,yc)為
在確定圓心坐標(biāo)的基礎(chǔ)上,建立左齒廓齒根 圓弧的基本方程 rcL:
由于齒輪端面齒廓的對稱布置,故右齒廓的漸開線及齒根圓弧方程不再贅述。
空間運動坐標(biāo)系:根據(jù)刀具安裝位姿坐標(biāo)系,建立刀具與齒輪的空間滾切運動坐標(biāo)系(圖 6)。

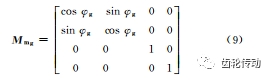
齒輪動坐標(biāo)系 ogxg yg zg 與齒輪固連,在初始位置與齒輪靜坐標(biāo)系重合;刀具動坐標(biāo)系 odxd yd zd 在初始位置與刀具靜坐標(biāo)系重合并與刀具固連。連續(xù)滾切倒棱過程中,齒輪繞zm 軸順時針轉(zhuǎn)動角度φg,刀具繞 z1 軸順時針轉(zhuǎn)動角度 φd。根據(jù)圖 6 所示的刀具與齒輪的空間運動坐標(biāo)系,推導(dǎo)各坐標(biāo)系間的變換關(guān)系。齒輪動坐標(biāo)系到齒輪靜坐標(biāo)系的坐標(biāo)變換矩陣 Mmg 為
齒輪靜坐標(biāo)系到刀具靜坐標(biāo)系的坐標(biāo)變換矩陣 M1m 為
刀具靜坐標(biāo)系到刀具動坐標(biāo)系的坐標(biāo)變換矩陣 Md1 為
其中,φs 為刀具前刀刃與齒輪靜坐標(biāo)系 om xm ym 面的夾角。有
式中,k 為刀具齒數(shù);z 為齒輪齒數(shù)。
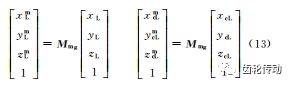
由此可以將齒輪端面左齒廓漸開線廓形及齒根圓弧廓形表示在齒輪靜坐標(biāo)系 om xm ym zm 中:
刀具廓形計算方法:連續(xù)齒廓倒棱過程中,齒輪繞C 軸旋轉(zhuǎn),刀具繞 B 軸與齒輪滾動切削并且沿平行于z 軸的方向軸向進給。距離齒輪端面廓形倒棱厚度的廓形是倒棱目標(biāo)廓形,刀具的前刀面與倒棱目標(biāo)廓形始終為點接觸,且隨著齒輪與刀具的連續(xù)滾切運動, 左右齒廓的切削點非對稱布置。求解滾切倒棱刀具廓形需要建立刀具與齒輪倒棱目標(biāo)廓形的接觸點示意圖(圖 7),圖 7表示齒輪端面左側(cè)齒廓的刀具廓形的求解。
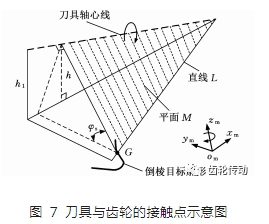
過刀具軸心線作傾角φs 的平面 M,平面 M 為坐標(biāo)系 od xd yd zd 的 xdod zd 面,與坐標(biāo)系 om x m ym zm 的xmom ym 面相交于直線L,該直線L 的方程為
設(shè)直線 L 與倒棱目標(biāo)廓形曲線相交于G 點, G 點為刀具前刀面與倒棱目標(biāo)廓形的接觸點,根據(jù)式(13)、式(14)將齒輪端面左齒廓形方程變化為倒棱目標(biāo)廓形方程,隨著刀具轉(zhuǎn)動角度φd 的變化分別與式(15)聯(lián)立求解 G 點坐標(biāo):
將求得的 G 點坐標(biāo)轉(zhuǎn)換到倒棱刀具動坐標(biāo)系中,得到刀具轉(zhuǎn)動角度φd、齒輪轉(zhuǎn)動角度φg 位置處的倒棱刀具廓形點:
將齒輪繼續(xù)旋轉(zhuǎn)角度 Δθ,刀具按滾切運動關(guān)系旋轉(zhuǎn)角度Δη=zΔθ/k ,得到對應(yīng)齒輪轉(zhuǎn)角φg+Δθ、刀具轉(zhuǎn)角φd +Δη 的接觸點G′。按照統(tǒng)一步長重復(fù)進行計算,連續(xù)求解刀具前刀面與倒棱目標(biāo) 廓形的一系列接觸點,圓滑連接各點,得到刀具左前刀面刃口曲線,完成刀具左廓形的計算。刀具右廓形坐標(biāo)系間的變換及廓形點計算與左側(cè)相同。
三、仿真及實驗
切削仿真:選取圓柱斜齒輪(參數(shù)見表 1)及滾切倒棱刀具(參數(shù)見表 2)進行倒棱加工的切削仿真,驗證刀具前刀面廓形計算及倒棱運動的正確性。
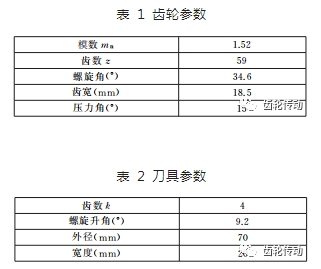
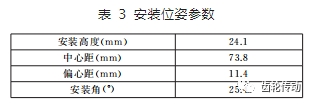
初定滾切倒棱刀具齒數(shù)為4,在連續(xù)倒棱過程中,刀具的4齒相當(dāng)于滾刀的4條螺旋線,刀具轉(zhuǎn)一圈,齒輪繞自身軸線轉(zhuǎn)過4個齒距,根據(jù)刀具與齒輪傳動比,選擇4齒可保證加工質(zhì)量的均勻性,同時降低齒輪主軸轉(zhuǎn)速。確定刀具的安裝位姿(參數(shù)見表 3),其中安裝高度、中心距、偏心距和安裝角可由式(1)~式(5)分別計算得到。
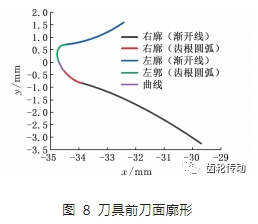
根據(jù)前述刀具前刀面廓形計算方法,基于 MATLAB 軟件編寫程序,計算刀具前刀面廓形, 結(jié)果如圖 8 所示。由于齒輪端面左右齒廓加工時有加工時間差且左右齒廓的接觸點非對稱布置, 左右前刀面廓形不連續(xù),故設(shè)計的刀具前刀面為了保證加工時無干涉,需將左右廓形圓滑連接,形成完整刀具廓形。
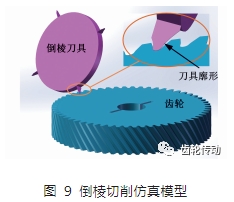
基于 Solidworks 完成齒輪及刀具的三維建模,按照刀具安裝位姿參數(shù)配合,建立倒棱切削仿真模型(圖 9),編寫仿真運動程序,驗證倒棱運動的正確性。
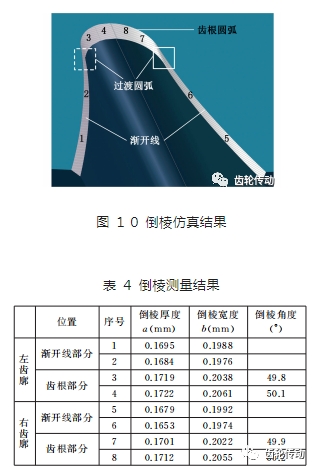
倒棱切削仿真結(jié)果如圖 1 0 所示,可以看出所設(shè)計的滾切倒棱刀具可以加工形成準(zhǔn)確的齒廓倒棱形狀。設(shè)置倒棱厚度為 0.1 7 mm(誤差允許范圍 0.0 1 mm 內(nèi)),倒棱寬度為 0.2 mm(誤差允許 范圍 0.0 1 mm 內(nèi)),倒棱角度為 5 0°(誤差允許范圍 0. 5°內(nèi)),在齒輪端面齒廓上選取一系列位置點作為倒棱效果評價點來分析滾切倒棱的效果。在除過渡圓弧的齒廓上選取 8 個位置點(圖 1 0 中序號所示),在齒槽左右齒廓的漸開線部分和齒根圓弧部分分別選取 2 個評價點,測量結(jié)果見表 4。分析測量結(jié)果,全齒廓倒棱厚度、倒棱寬度的最大誤差分別為 0.0047 mm、0.00 6 1 mm,齒根處倒棱角度最大誤差為 0.2°,結(jié)果均在誤差允許范圍內(nèi), 說明全齒廓倒棱效果的一致性較好;左右齒廓對稱位置處倒棱厚度、倒棱寬度的最大誤差分別為 0.00 3 1 mm、0.00 1 6 mm,齒根處倒棱角度最大誤差為 0.1°,結(jié)果均在誤差允許范圍內(nèi),說明左右齒廓倒棱效果的對稱性較好。
對比分析仿真結(jié)果的左右齒廓,由于齒輪的漸開線廓形與齒根廓形由過渡圓弧連接,過渡圓弧由于有較大的曲率變化,存在倒棱效果不均的現(xiàn)象(圖 11),其中倒棱寬度差異較大,后續(xù)將進一步研究該局部區(qū)域的刀具廓形優(yōu)化方法。
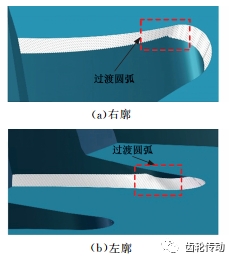
圖11 倒棱后左右齒廓對比
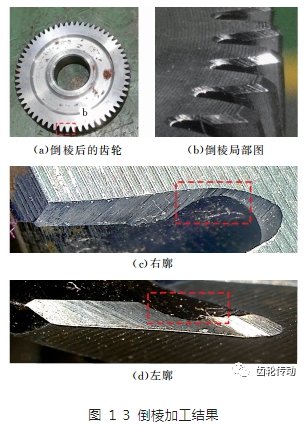
實驗驗證:為進一步驗證滾切倒棱刀具前刀面廓形設(shè)計方法的正確性和有效性,在某國產(chǎn)數(shù)控倒棱機上進行圓柱斜齒輪的滾切倒棱加工實驗(圖 12)。
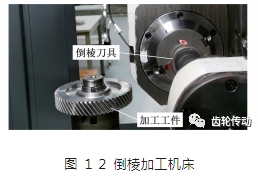
首先輸入齒輪、滾切倒棱刀具和裝夾的數(shù)據(jù), 將所設(shè)計的刀具安裝至刀桿上;然后旋轉(zhuǎn) A 軸調(diào)整刀具安裝姿態(tài),調(diào)整后執(zhí)行運動循環(huán)程序切削倒棱加工,齒輪繞 C 軸旋轉(zhuǎn),刀具繞 B 軸與齒輪滾動切削并且沿平行于 z 軸的方向軸向進給。倒棱加工實驗結(jié)果如圖 13 a、圖 13b 所示;利用超景深三維顯微系統(tǒng)對倒棱目標(biāo)廓形進行觀測和測量,如圖 13 c、圖 13 d 所示,分別表示倒棱后的齒輪右廓及左廓,倒棱齒廓光滑平整,均勻無振痕, 同時左右齒廓倒棱量除過渡圓弧處大小基本一致。與圖 10 所示仿真結(jié)果對比分析,考慮加工及測量誤差,實際測得的齒廓倒棱誤差均在 0.02 mm 以內(nèi),驗證了刀具前刀面廓形計算方法及倒棱仿真的有效性。
四、結(jié)論
(1)本文設(shè)計的滾切倒棱刀具可以滿足圓柱齒輪的高速齒廓倒棱需求,為齒輪高效的復(fù)合加工工藝提供理論基礎(chǔ)。
(2)參考圓柱齒輪滾齒加工運動,提出了連續(xù)切削的滾切倒棱新方法。
(3)完成了滾切倒棱刀具的安裝位姿參數(shù)計算,提出了刀具前刀面廓形計算方法。
(4)選取某型號圓柱斜齒輪和設(shè)計的滾切倒棱刀具進行切削仿真及加工實驗,仿真分析結(jié)果表明,齒廓倒棱效果的對稱性及一致性較好,驗證了計算方法的正確性;進一步完成了倒棱加工實驗,驗證了刀具設(shè)計方法及仿真方法的有效性。
參考文獻略.